解决方案
·
制药及食品

- 性能参数
- 示意图
- 资料下载
- 操作视频
1、功能特点
本系统是我们公司研发设计的、拥有自主知识产权的可燃、有毒气体检测、报警及控制系统。
可显示每个探测器的气体浓度数值、历史曲线等。
采用多种颜色区别现场探测器的工作状态。在报警状态下,系统以最直观的平面图,以颜色改变的方式,显示对应报警点; 在显示屏上分区显示。 具体如下表:
|
探测器 |
显示屏显示 | 显示屏 | |
| 颜色 | 状态 | ||
| 工作正常 | 正常(浓度值) | 绿色 | 常亮 |
| 故障 | 故障代码 | 黄色 | 闪烁 |
| 地报警 | 一段报警 | 粉红色 | 闪烁 |
| 高报警 | 二段报警 | 大红色 | 闪烁 |
当现场的某一气体探测器的气体浓度达到或超过设定值,位于车间控制市的气体报警控制器显示屏上显示报警浓度值和状态, 并给出相应的声光指示和输出相应的信号给监控系统。
中心控制室系统界面给出对应探测器位号并给出相应的光报警信号,并把报警情况记录在系统中。同时系统高音报警器给出高音声报警。在系统中应有报警区 域平面布置图(图中包括含气体探测器的位号和具体安装位置),给出具体的报警状态。
报警确认消除。在报警状态下, 可以通过消音按纽进行消音,但不可以对报警状态进行消除;在现场浓度低于报警值的状态下可以通过确认按纽对报警进行消除对。
报警记录和打印。当某报警出现或某报警消失时,系统把该探测器工作状态记录到相应文件中,方便用户查询。同时系统应自动启动打印机记录系统报警发生的区域号, 报警时间和消除时间等参数。
系统自诊断功能。系统带有自诊断功能,在系统运行时当探测装置发生故障时,液晶显示器上可以对应显示故障代码,帮助您迅速查明故障原因。
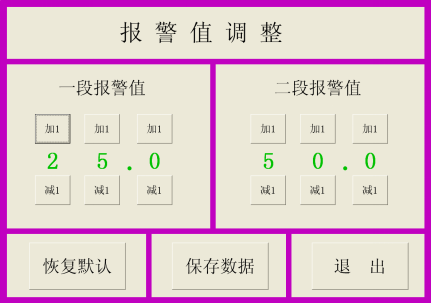
系统报警值调整。典型应用界面如下(配套触摸屏):
访问权限。采用四级密码保护,系统由操作员、管理员、监管员和工程师四级密码保护,以防任何数据丢失,保证系统正常运行。
三维操作界面图:
4VX81.png)
2、集中控制计算机系统清单:
| 序号 | 名称 | 型号 | 生产厂家 | 单位 | 数量 |
| 1 | 控制计算机 | dell | 台 | 1 | |
| 2 | 触摸屏操作台 | 按实际要求 | 台 | 1 | |
| 3 | 20”彩色液晶显示器 | dell | 台 | 1 | |
| 4 | 鼠标 | 个 | 1 | ||
| 5 | 键盘 | 个 | 1 | ||
| 6 | 20"触摸屏(配液晶显示) | 台 | 1 | ||
| 7 | 声光报警器 | 台 | 1 | ||
| 8 | 视频扩展器 | 个 | 1 | ||
| 9 | 扩展键盘 | 个 | 1 | ||
| 10 | 扩展电路板 | 个 | 2 | ||
| 11 | RS485通信扩展器 | 台 | 2 | ||
| 12 | 电磁阀 | 个 | 1 |
3、设备使用环境条件
系统能在电子噪声、射频干扰及振动都很大的现场环境中连续运行,应符合国家相关标准。在距电子设备1.2米以外发出的工作频率达470MHz、功率输出达5W的电磁干扰和射频干扰,应不影响系统正常工作。静电放电、射频电磁场辐射、电快速瞬变脉冲群、射频感应传导辐射和雷击浪涌达到3级标准。
系统设计采用各种抗噪声技术,包括光电隔离、高共模拟制比、合理的接地和屏蔽。
系统能在环境温度-40℃~70℃,相对湿度10~90%(不结露)的环境中连续运行。
系统有防静电、雷击等安全可靠措施。
热负荷:应说明各设备的热负荷,是否需要强制通风冷却,以及在上述环境条件下的最大连续工作时间和各设备连续运行的最大安全温度。
机柜内应有相应的照明设备。
防爆环境要求:气体探测器使用在爆炸性气体场合,公司通过通过防爆质量体系认证。
提供所有的台、柜、外设等的最大外围尺寸。提供系统布置参考图。
4、引用的规范和标准
《可燃气体检测报警器检定规程》JJG693-2004
《可燃气体报警控制器技术要求和试验方法》 GB16808-2008
《石油化工仪表接地设计规范》 SH 3081-1997
《仪表供电设计规定》HG/T 20509-2000
《作业环境气体检测报警仪通用技术条件》GB12358-2006
《爆炸性气体环境用电气设备 第1部分:通用要求》GB3836.1-2000
《爆炸性气体环境用电气设备 第2部分:隔爆型“d” 》GB3836.2-2000
《自动化仪表选型设计规定》HG/T 20507-2000
《石油化工企业设计防火规范》 GB 50160-92
《爆炸和火灾危险场所电力装置设计规范》GB 50058-92
《工业自动化仪表工程施工及验收规范》 GBJ 93-86
《石油化工企业信号报警、联锁系统设计规范》SH 3018-1990
《石油化工仪表工程施工技术规程》 SH 3521-1999
《石油化工仪表供电设计规范》 SH 3082-1997
《石油化工静电接地设计规范》 SH 3097-2000
《石油化工可燃气体和有毒气体检测报警设计规范》 GB50493-2009
《可燃气体探测器 第1部分:测量范围为0^-100%LEL的点型可燃气体探测器)》 GB15322.1-2003
5、 保证条款
我方保证工程项目的实施,如我方原因造成工程项目未能顺利实施,使买方遭受重大经济损失时,我方承担赔偿责任。
5.1、我方成立项目组,专门负责工程项目的各项工作;
5.2、我方负责在接到买方提供的设计和工艺技术资料后,组织我方技术人员进行技术审核,参数计算等,确保无误,如有疑难问题需向设计院联系,确保参数正确。
5.3、如有需要,我方负责组织召开技术交流会确定具体技术参数。
5.4、严格按照ISO9001:2000的质量管理标准设计和生产,保质保量按时交付产品。
5.5、现场安装时,我方负责派专业的技术人员到现场,负责买方所选设备现场指导安装、调试技术指导,避免设备因安装和操作不当造成的意外损坏,确保设备正常投运。
5.6、由项目负责人负责与买方及安装公司协调及处理各样事务,确保工程项目的进程。
5.7、在项目执行过程中,如果有必要,买卖双方还可就系统详细设计与现场工程设计之间进行必要的协调,组织设计联络协商处理。
5.8、有毒、可燃气体报警系统设备在现场安装、接线完毕后,系统通电由我方的技术人员负责,通电前由我方的技术人员检查系统的安装、接线、电源及接地等情况,然后通电启动。
5.9、装置开工前,由我方派有经验的应用工程师到现场,协助买方对可燃气体检测报警系统进行联调试运,使系统各部分处于正常工作状态,完整地投入运行。联调试运后,进行现场验收。
5.10、装置开工期间,我方派有经验的应用工程师到现场,保证开工期间系统工作正常。
我方对系统质量和功能以及系统成套及完整郑重承诺给予保证,如系统质量和功能以及系统成套及完整因我方原因发生问题造成买方重大经济损失时,我方承担赔偿责任。我方有以下程序来保证系统质量和功能、系统。
我方严格按照ISO9001:2008的质量管理标准设计和生产,所有设备出厂前都能达到国家标准。所有产品取得国家消防产品合格评定中心型认可证书。所有防爆产品取得国家防爆电气产品质量监督检验测试中心认证证书。
制造的技术保证和测试设备配置。产品设计中进行FMEA、MTBF分析,生产过程中采用全自动生产线、全自动老化线,保障产品生产质量,核心元器件(传感器、芯片等)采用高质量进口元器件。与国外先进同行进行技术合作,技术领先于国内同行。覆盖全国的销售网络与售后服务,解除用户后顾之忧。产品售后服务完全免费,并且每年至少进行一次预防维护。
主要测试设备如下:
多组化分析系统
电路板在线测试仪
高、低温交变湿热试验箱
标准化实验室
程控绝缘耐压测试仪
全自动生产流水线、老化线
所有元器件在最后总装前都应进行筛选和老化处理,并经过功能测试,作出详细的记录。外购部件提供验收报告,并进行严格的再测试,并作记录以便买方审查。
在系统制造、组装完成之后,验收测试之前,我方将提交一份完整的产品清单和测试文件。
工厂验收在有毒、可燃气体报警系统集成地进行。卖方通知买方参加。系统出厂验收由双方技术人员共同执行,以卖方为主,买方旁站目测。我方保证所提供设备的所有技术指标达到产品说明书、供货合同要求。在通知买方可开始目击测试前,对系统进行一次至少72小时的系统综合测试,以验证系统的硬件。测试后再无故障连续运行72小时才可结束。
工厂验收时我方提供充分的测试用的仪器设备、标气和工具。工厂验收时对各种设备应100%测试。
工厂验收文件由双方代表共同签署。
我方负责在检验期间配备合格的技术人员和测试设备,执行测试和调试任务
我方保证系统所有设备、仪器、部件完好工作。
保证期为工艺装置开工后12个月。在保证期内,我方保证免费更换发生故障的或有缺陷的部件和设备。用来更换的部件和设备是新的。如因卖方原因,未能履行上述二项义务,使买方遭受重大经济损失时,我方承担赔偿责任。
系统成套及完整保证
设备到现场后,我方派合格的人员与买方共同进行开箱验收,确认装箱单和设备完好情况。在工厂验收结束后,我方将设备妥善包装,其材料、标记及固定方法将达到出口运输标准,防止运输及露天库存过程中出现损坏或腐蚀现象。
系统通电
有毒、可燃气体报警系统设备在现场安装、接线完毕后,系统通电由我方的技术人员负责,通电前由我方的技术人员检查系统的安装、接线、电源及接地等情况,然后通电启动。可确保系统的成套及完整。
联调试运
装置开工前,由我方派有经验的应用工程师到现场,协助买方对有毒、可燃气体报警系统进行联调试运,使系统各部分处于正常工作状态,完整地投入运行。联调试运后,进行现场验收。
系统安装、接线等工作完成后,我方派人与买方共同进行系统检查,并负责完成系统的通电、整个系统试运等工作。然后,我方与买方共同进行最终的系统现场验收测试。
系统投运
装置开工期间,我方派有经验的应用工程师到现场,保证开工期间系统工作正常。现场最终验收和系统联调试运可结合进行。现场验收可参照出厂验收程序及内容,由双方讨论确定。系统在投运后,进行120小时连续无故障运行试验,作为最终验收。最终系统测试结果在达到系统招标技术文件中的各项要求后,视为验收通过,双方进行最终验收签字,待我方将完整的系统及文件资料移交给买方后由双方代表共同签字。
6、售后服务承诺
当客户机器出现故障时,公司在接到客户通知4小时内作出反应,48小时内到达现场解决。
公司壹年内为客户进行免费维护与气体标定。
在设备安装调试阶段,供方应派遣合格的技术人员到达施工现场,负责现场调试工作,负责免费提供安装调试备件,对有缺陷的零部件免费更换,一切有关的费用由乙方自理。
乙方负责在接到甲方提供的设计和工艺技术资料后,组织乙方技术人员进行技术审核,参数计算等,确保无误,如有疑难问题需向设计院联系,确保参数正确。
如有需要,乙方负责组织召开技术交流会确定具体技术参数。
现场安装时,乙方负责派合格的技术人员到现场,负责甲方所选设备现场安装、调试技术指导,避免设备因安装和操作不当造成的意外损坏,确保设备正常投运。
乙方负责提供设备中文说明书。
乙方负责标定的技术工程师应具备对所提供设备的检定资质,此标定应取得政府计量部门授权的计量器具检定许可。
提供全套文件资料及电子文件。
7、技术培训
乙方根据甲方要求,负责为甲方培训设备使用技术人员,培训内容为设备原理、使用基本知识和常规维护知识、设备故障的分析、判断和故障应急处理。
 资料下载
资料下载 友情链接:
友情链接: