Solutions of 019 factory automation control system, loading system
一、价格汇总
二、系统报价说明
三、系统组成和配置说明
四、控制系统功能概述
五、装车控制方案描述
六、控制系统设备清单和报价
七、检测仪表和检测元件设备清单和报价
八、控制阀门设备清单和报价
九、装车和混合配比控制设备清单和报价
十、控制系统配置示意图
十一、工程技术服务内容
一、铀转化厂区计算机控制系统价格
二、检测仪表和检测元件设备报价
三、控制阀门设备报价
四、装车和混合配比控制设备报价
2.报价有效期60天
3.设备交货周期:10~14周
4.详细设备清单和价格见随后的设备清单和报价
二、系统报价说明
本投标书是根据中核集团下属某厂提供的铀转化生产区和火车站的工艺和自控图纸、该厂提供的详细工艺和技术要求、以及公司长期积累的工程经验作为依据而编制的。投标书的广度和深度符合用户和设计院的要求。
本投标书主要包括铀转化生产区和火车站的计算机控制系统(包括生产区、站台、装车和计量、上位管理网络四部分)、厂区现场检测仪表、站区和码头控制阀门、装车和混合配比控制系统(包括装车控制仪、流量计、装车阀门、过滤器等)等四部分。在系统方案设计和配置过程中,从充分满足用户提出的各项工艺要求出发,对整个厂区/站台监控、装车控制系统进行统筹安排,并根据我公司多年的罐区自动化和工业自动化工程的实践经验,形成整个系统的软硬件配置与控制方案。
在设备选型中,一方面充分遵照该厂和设计院的要求,另一方面充分考虑设备的性能和价格,这样既为用户选择性能优良满足工艺要求的设备,同时替用户节约投资。基于这种出发点,现场控制中的关键设备采用性能优良的进口设备,非关键检测和控制点采用质量可靠的国产设备。
3.1厂区/站台计算机控制系统配置说明
1)厂区/站台监控系统配置说明
厂区/站台计算机控制系统采用工控机+PLC结构,进行厂区/站台监控。厂区/站台分别配置一台上位监控站,监控站为美国DELL PII400/128M RAM/6.4G HD/32XCDROM/19" CRT工业控制计算机,用于整个厂区/站台的监控管理,上位监控站具有大硬盘,可以存储几年的操作数据和报表。二台监控站之间互为备用,当其中一台出现故障,另外一台可以代替另外一台工作。配置二台中英文打印机,分别打印报警数据和报表打印。
上位监控软件采用著名美国Intellution公司Dynamics监控软件,Windows NT操作界面,中文环境。具有开放性好、操作简便、组态灵活等优点,设有多级口令保护,安全保密性好。在该系统下进行监控流程画面、数据管理系统报表打印格式等的组态编程。
下位采用性能优良的日本三菱公司PLC控制系统,罐区和码头分别配置一套PLC控制系统,二台上位监控站与二套下位三菱PLC控制系统之间通过以态网连接。根设计和工艺的要求,控制系统实际配置的I/O点数是按照实际的I/O点数加20%余量进行配置的,以便系统扩展和修改,具体的I/O点数如下:
|
序号 |
类型 |
数量 |
说明 |
|
罐区计算机控制系统I/O点数 |
|||
|
1 |
开关量输入 DI |
167 |
阀门回讯、液位报警 |
|
2 |
开关量输出 |
24 |
阀门控制 |
|
3 |
模拟量输入 AI |
24 |
压力、可燃性气体报警 |
|
4 |
Pt100 |
6 |
温度 |
|
码头计算机控制系统I/O点数 |
|||
|
1 |
开关量输入 DI |
60 |
阀门回讯 |
|
2 |
开关量输出 |
23 |
阀门控制 |
|
3 |
模拟量输入 AI |
14 |
|
l32路数字量输入模块
l16路数字量输出模块
l16路模拟量输入模块
2)装车和混合配比控制微机系统配置说明
定量装车和混合配比微机控制系统配置一台上位监控站和一台票据打印机,监控站为美国DELL PII400/128M RAM/6.4G HD/32XCDROM/19"CRT工业控制计算机,用于整个定量装车系统的控制、管理软件运行、混合配比控制和装车票据打印。监控站具有大硬盘,可以存储几年的操作数据。
装车控制微机系统软件、装车控制软件、系统管理软件、混合配比软件等由公司公司开发设计,Windows NT操作界面,中文环境,操作方便,可靠性高,具有在线编程、装车开票、票据打印、装车/混合配比控制、装车过程监视和各种参数和状态动态显示等功能。
装车控制监控站与装车/混合配比控制器通过RS-485接口连接,进行数据通讯,实时地将上位监控站的信息传输给定量装车控制器,同时将现场装车信息和数据传输给上位监控站。
2个流量信号和11路静电接地信号,采用三菱FX系列PLC控制系统进行监控管理,并通过RS-232接口与上位监控站连接。
装车控制监控站通过以态网与库区和码头监控站连接,组成整个库区的监控网络。
3)管理网络配置说明
库区监控网络有留与公司管理网络连接的网络接口,将库区监控网络接入管理网络,在公司财务室、业务部、公司领导办公室等部门设立终端,以便公司了解库区的运行情况,在公司总部进行报表打印、财务结算等业务。
3.2厂区现场检测仪表和检测元件配置说明
现场检测仪表和检测元件主要包括库区液位计、温度、压力、液位开关、可燃性/有毒性气体报警仪和就地显示仪表等。分别说明如下:
1)雷达液位计:每个原料罐安装一台德国KROHNE的隔爆型雷达液位计, 卧罐采用的是BM100型杆式雷达液位计,球罐采用的是BM70型带道波管的雷达液位计。
2)液位开关:每个原料罐分别安装二台液位开关,分别为液位上限报警和液位下限报警。液位开关采用国产隔爆型UQKS-01浮球液位开关。
3)压力变送器:每个原料罐分别安装一台Fisher-Rosemount 1151压力变送器,检测罐体的压力。
4)温度检测:每个原料罐分别安装一台一体化带温度隔爆铠状装铂热电阻,检测罐体的温度;同时,每个罐体安装一个双金属温度计,就地显示罐体温度。
5)可燃性、有毒气体报警仪:为了检测厂区和站的可燃、有毒性气体浓度,厂区安装180台可燃、有毒性气体报警仪,站台安装5台可燃性气体报警仪,报警仪为索福达公司生产的SFD-600系列隔爆型报警仪。
6)为了厂区就地观察方便,在厂区就地安装部分防腐耐震的压力表,压力表均为原装进口仪表。
3.3厂区和站台控制阀门配置说明
阀门主要包括码头的气动球阀。气动球阀采用美国KEYSTONE 的气动球阀,配二位五通电磁阀,共四十八台气动球阀。同时给每台手动阀门配置48台接近开关,检测阀门的状态。配置60台空气减压装置,具有过滤、调压、除油雾功能,含有安装辅助材料。
3.4装车和混合配比控制配置说明
该部分主要包括装车控制、在线配比控制、C3和C4流量检测三部分,均采用Fisher-Rosemount的产品。
装车控制系统共有11个装车鹤位,每个鹤位分别配置一台装车控制器、一台涡轮流量计、一个二段控制阀和一个消气过滤器,实现装车控制。
两路在线配比控制分别配置一台涡轮流量计、一个二段控制阀、一个消气过滤器和一个电子积算器,两路共用一台在线配比控制器,实现在线配比控制。
C3和C4输送管线分别安装一台涡轮流量计、一个二段控制阀、一个消气器、一个过滤器和一个电子积算器,用来检测管道的C3和C4的流量。
四、控制系统功能概述
该系统具有丰富的参数检测控制功能、画面显示功能、报警功能、参数设定值修改功能、运算功能、编程功能,详细描述如下:
4.2系统上位管理功能
系统具有强大的管理功能,能够在上位管理站进行整个系统的管理,为企业管理和领导决策提供可靠的依据。同时,罐区/码头监控和装车控制微机系统的上位监控站能够自动进行文档记录和报表生成、打印功能,详细说明如下:
4.3自动/手动切换功能
系统设置有手动和自动两种故工作状态,在自动状态下,系统根据设定的的值,进行整个罐区/码头的自动控制和自动完成装车工作;当计算机系统维修或故障时,切入手动方式,由操作人员设定装车定量值,启动装车程序,实现罐区/码头手动控制和手动装车。
4.4装车控制联锁和紧急停车功能
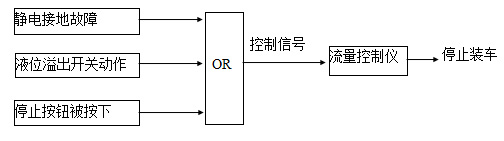
装车控制微机系统具有联锁报警和紧急停车功能,当发生装车联锁报警、溢出故障或其它故障报警时,系统即可以通过控制系统自动进行紧急停车工作;又可以通过现场的紧急停止按钮,用手动方式停止装车工作。
装车控制回路主要由流量计、消气/过滤器、装车控制器、数字式二段阀组成。
客户首先进行预约登记,装车控制监控站根据预约登记的客户类型和装车要求,预先安排好装车计划,做好装车准备工作。当具备装车条件后,装车监控站根据计划给客户安排一个装车鹤位,并打印计划装车单。装车单包括客户名称、装车内容、装车数量、车牌号码等内容。现场操作人员在现场输入车牌号码,经监控站确认无误后,发出装车信号,现场操作人员按装车按钮,启动装车控制进行装车。流量计自动进行流量测量和累计,当装车量接近给定值时,流量控制仪发出第一段关阀信号,达到给定值时发出第二段关阀信号。
流量控制阀选用二段阀,内部由两个电磁阀组成,分别用于控制第一段和第二段的关阀信号,从而提高了装车的准确性,并避免了管道的“水击”;同时,流量控制阀还具有自力保护功能,保持流量计的背压。定量装车控制示意图如下:
.jpg)
5.2 定量装车的联锁保护
六、控制系统详细设备清单和报价
6.1库区计算机控制系统设备清单和报价
6.2码头计算机控制系统设备清单和报价
6.3装车控制计算机系统设备清单和报价
6.4管理网络设备清单和报价
6.5控制系统技术服务和工程费用
(详细内容见第十一项工程技术服务内容)
七、工程技术服务内容
1.工程会议
即设计条件会,由核工业019厂、核工业第七设计院和深圳市索福达电子有限公司三方项目技术负责人参加,确定本项目的所有最终供货清单、技术条件、工艺要求、系统详细实施方案和项目实施计划等,在合同签定后一周内进行。
2.工程师技术培训
深圳市索福达电子有限公司负责为用户进行工程师的技术培训,培训内容包括对所选系统的技术规格、系统配置、系统的软硬件功能、系统编程介绍、系统操作维护等作详细介绍。人数3-5人,为时2周,在索福达公司培训中心进行。
3.系统设计
索福达公司根据工程会议确定的具体要求和工程项目实施内容,负责控制系统的详细实施方案设计,设计完成后,交核工业019厂和设计院进行审查,审查通过后,索福达公司按照系统实施方案进行整个项目的实施。
4.系统编程
索福达公司根据系统控制和管理功能要求进行整个系统的编程,主要包括系统厂区和站台控制系统编程、装车控制软件、网络管理软件、设备管理软件、登记及预约登记管理软件、出货通知单管理软件、出货报告书管理软件、月报票据管理软件、日报票据管理软件等。软件编程经调试合格后,负责完成最后的系统技术资料的编写和整理。
5.系统安装
索福达公司负责完成系统控制柜内的安装,主要包括控制柜内设备的就位、接线、调试和柜内辅助材料的购买和安装。控制系统的操作台、控制柜现场安装由索福达公司完成,现场安装、接线完毕后,由索福达公司的技术人员负责检查系统的安装、接线、电源、接地等情况,并进行通电调试。装车控制器、控制阀门、流量计、现场检测仪表和检测元件的安装在索福达公司指导下,由现场施工队负责完成,安装完成后由索福达公司负责进行设备调试。
6.出厂验收
索福达公司负责完成系统编程和控制柜等的安装工作后,通知019厂和设计院到索福达公司进行系统的出厂验收。进口仪表和阀门等设备的验收在设备到现场后,由019厂和、设计院和索福达公司共同进行进行验收。
7.系统调试
在控制系统、控制阀门、现场仪表和检测元件等安装完成后,索福达公司负责派有经验的应用工程师到现场进行控制系统、阀门、装车控制系统、现场仪表和检测元件等的联调试运和正式投运,保证系统工作正常。
8.系统验收和移交
系统正式投运后三日内,由019厂、设计院和深圳市索福达电子有限公司三方共同组成验收小组,对整个系统进行验收,验收合格后,系统正式移交给业主。
9.质保期
系统质保期为自设备正式投运之日起一年或设备到现场之日起一年半,以先到期的为准。在质保期内由于设备质量问题或工程质量问题造成的设备损坏或系统故障,由索福达公司负责免费解决;对于由于用户使用不当造成的设备损坏或系统故障,索福达公司免费进行技术支持,帮助解决问题,损坏的硬件设备费用由用户负责。在质保期内,索福达公司免费提供良好的售后技术服务、使用与维护的咨询服务,在接到用户服务要求后,12小时内给予响应,必要时派工程技术人员到现场进行服务。
10.技术资料
整个系统调试完成后,索福达公司负责提交全部的技术资料,主要包括:控制系统随机资料、iFix监控软件随机资料、控制系统施工图、系统应用软件(磁盘)及磁盘文件清单、系统操作维护指导手册、装车控制器随机资料、阀门和现场仪表等设备的随机资料。
11.国内包装运输
控制系统和设备的国内运输由索福达公司负责完成,国内运费和保险费由 索福达公司支付。控制系统和设备的包装应满足运输需要。
 Links:
Links: